
LOUISVILLE, Ky. — When laundry and linen distribution managers are faced with quality issues regarding their linen products, the root cause could be their equipment, the ways the textiles are being processed, or even the textiles themselves.
Troubleshooting poor textile quality or even damage can be challenging, but it’s definitely a worthwhile pursuit to keep costs down, advises Peter Menaker, a sales representative for the Healthcare Division of American Dawn, a California-based importer, manufacturer and distributor of industrial, hospitality and healthcare textiles and garments.
“We want to keep your moola from going down the drain,” Menaker told a seminar audience during the most recent Association for Linen Management national conference. “Every time a textile item burns out prematurely, it costs money.”
Here, in no certain order, are some textile troubles that Menaker says are commonly seen in today’s institutional and industrial laundries and ways in which they can be prevented or corrected:THERMO SHOCK
This is distinguished by creasing anywhere on a garment that appears to have been set by press. Corrective pressing will not remove the creases, Menaker says.
It always involves synthetic fiber, typically polyester. The textile is subjected first to high-temperature (150-200 F) water or steam, then to cold water.
The only way to correct this type of creasing is to bring the textile back to a temperature slightly higher than the temperature at which it was “shocked,” then cool it 10 degrees every five minutes until it reaches 80 F, according to Menaker.
An operator can attempt to remove creases that were set on press equipment at temperatures above 300 F, but it’s likely that a textile in this condition has been ruined, he adds.POLYESTER HEAT DAMAGE
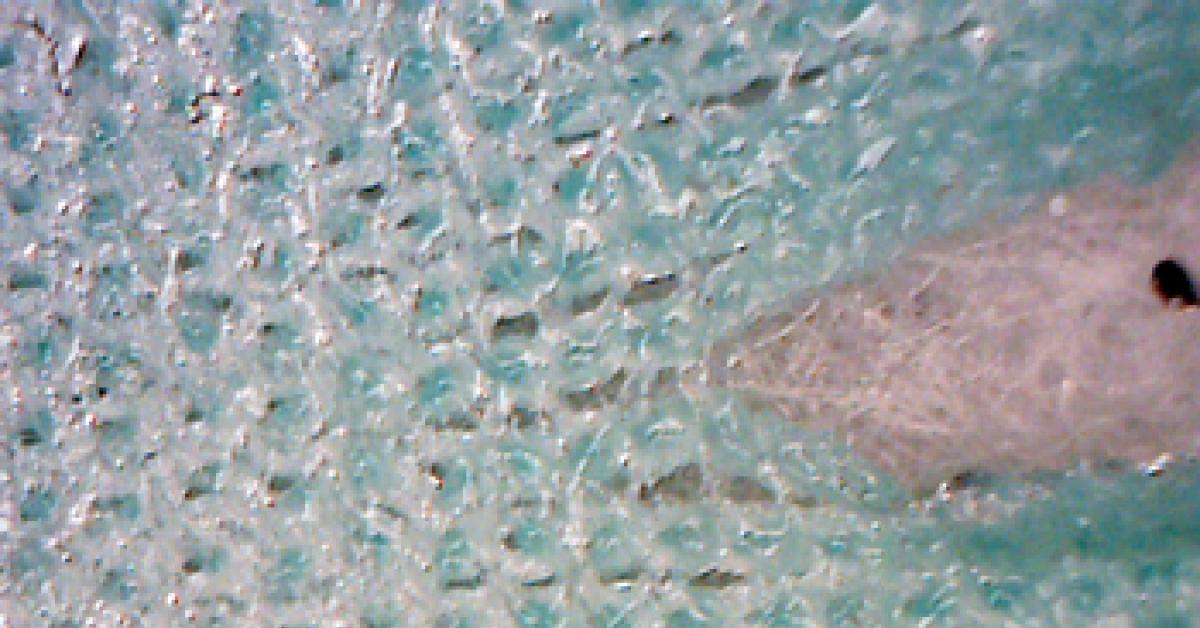
Fabric hand becomes harsh, causing a sandpaper effect and wearing out areas of a garment that have the most natural abrasion (crotch and underarm areas).
It’s caused by dryer heat, typically when flames impinge into the basket. The heat begins to melt the polyester fibers within the fabric, which causes it to become brittle and coarse.
It can prematurely wear out new or used garments, and is a common problem when processing underpads that have a 100% spun poly facing, Menaker says. The key to preventing heat damage is to monitor your dryer temperature and performance closely.EXCESSIVE LINTING
Fabric fibrillates the cotton and synthetic staples more than what is expected from normal wear life, Menaker says.
Excessive linting can be caused by the textile itself (low fiber quality or poor weaving); overprocessing; excessive extraction; or mixing goods (mixing cotton with microfiber, which acts as a fiber “magnet”); or it could be the result of alkaline hydrolysis.
Whatever the case, it’s a problem that can be easily detected. “Lint is a measurable thing that comes right out of your towels and sheets,” Menaker says.EXCESSIVE PILLING
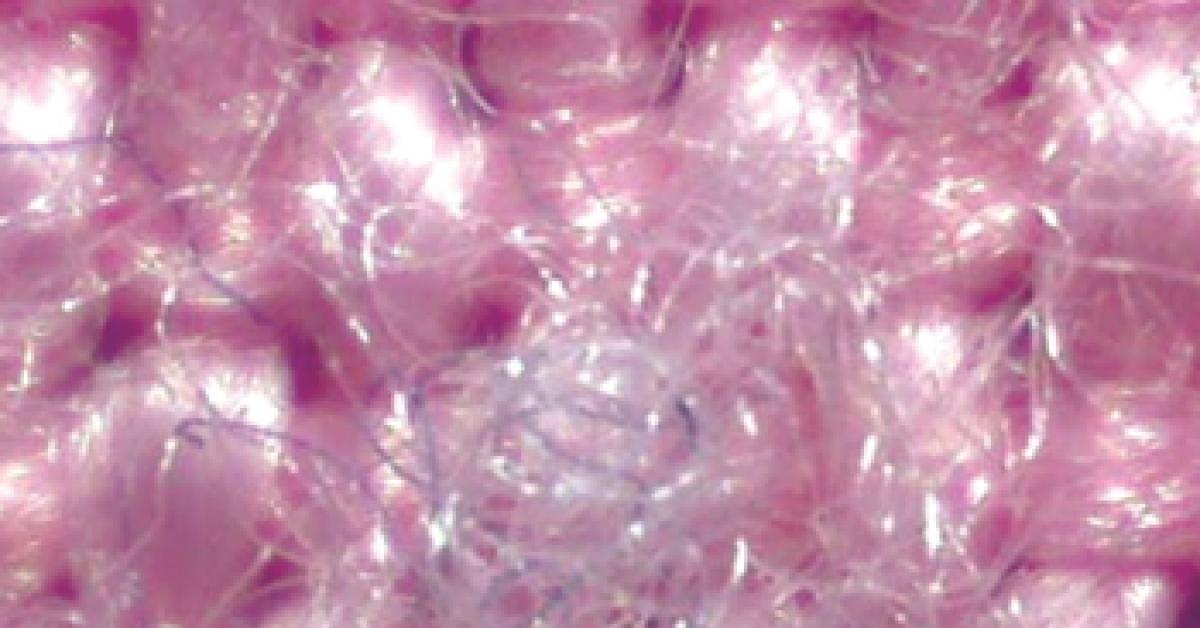
This occurs when the fabric develops and “sheds” lint balls.
“This is different than the globules of polyester I mentioned before,” Menaker says. “These balls are fuzzy.”
Causes are poor textile quality; heat-related breakdown of polyester fibers, creating sharp edges (described by Menaker as a “bed of nails”) that snag cotton fibers; chemistry that causes fibers to be released prematurely; and excessive-wear abrasion (the “bearded man syndrome”).EXCESSIVE FADING
Here, the fabric lightens more than expected during normal wash and wear.
In many cases, this can be a result of washing garments that didn’t belong in an institutional setting in the first place, Menaker says.
“Be careful that you buy a textile product that belongs in an institutional laundry facility,” he warns. “You’ve seen those nice, printed scrubs. Well, it’s a crap shoot to process them well here.”
Retail and home-use fabrics and garments are generally dyed differently than institutional textiles and don’t hold up well to the rigors of industrial laundering, which Menaker says are “12 times harsher” than laundering at home.
Overprocessing in the wash (using a heavy-wash formula), a chemical- or bleach-based breakdown of the dye, or wearing in sunlight (outdoor workers) can also cause textiles to fade dramatically, according to Menaker.
“It’s really difficult to get a sensitive color like a beige or pink or red to last through an institutional laundry because of the chemicals.”
Menaker says that no matter how an institutional laundry processes a textile, there will be some fading.HANGER MOLDING
This damage typically happens in a steam tunnel as temperatures reach polyester’s memory set point (350-370 F). The polyester in the fabric relaxes, and the garment molds itself around the hanger. It can also happen if hangered garments are packed too tightly on a route truck.COMPRESSION WRINKLES
Here, the fabric appears wrinkled even after tunnel finishing or pressing. Often, the cause can be traced back to its packaging and shipment, Menaker says. “If [the textile] was packed in plastic and stored in a shipping container for several days [in the trip] from Pakistan or India, that could be it right there.”
But there are several ways that textiles can suffer compression wrinkles during processing or handling. They include sling compression during pre-wash (due to weight or time); wash-wheel compression due to overloading; extractor compression due to time or speed; pre-drying compression due to overloaded carts; dryer compression due to overloading (and typically a too-fast cool-down time); rail compression in sort and post-sort storage; and rail compression in the delivery truck due to loading habits.
In summary, Menaker suggests that no matter what type of damage you encounter, ask your vendor to identify product sourcing. “Even though you are processing the same way batch to batch, results may differ.”
And don’t be afraid to reach out to your peers when you run into a problem, “because they have [probably] seen it.”Photos of textile damage courtesy of Sam Garafalo, Technical Consulting, 888-579-0926, www.technicalconsulting.com.
You can read Part 1 here!

Have a question or comment? E-mail our editor Matt Poe at [email protected].