
LOUISVILLE, Ky. — When laundry and linen distribution managers are faced with quality issues regarding their linen products, the root cause could be their equipment, the ways the textiles are being processed, or even the textiles themselves.
Troubleshooting poor textile quality or even damage can be challenging, but it’s definitely a worthwhile pursuit to keep costs down, advises Peter Menaker, a sales representative for the Healthcare Division of American Dawn, a California-based importer, manufacturer and distributor of industrial, hospitality and healthcare textiles and garments.
“We want to keep your moola from going down the drain,” Menaker told a seminar audience during the most recent Association for Linen Management national conference. “Every time a textile item burns out prematurely, it costs money.”
Here, in no certain order, are some textile troubles that Menaker says are commonly seen in today’s institutional and industrial laundries and ways in which they can be prevented or corrected:BAD TEXTILE VS. WRONG TEXTILE
When something goes wrong with a textile, a laundry manager may be quick to conclude that the textile is “bad” and demand the supplier do something to rectify the situation.
Menaker described a healthcare operation processing 50/50 scrubs that were coming out of dryers in a condition suitable enough that they could be folded and sent to the floors. But, soon, management discovered the scrubs were coming out “wrinkled beyond belief.”
The textile manufacturer had changed the fabric blend to a 55/45 cotton-poly blend, and the laundry hadn’t noticed it. The minor change was enough to throw everything off.
Menaker recommends inspecting shipments of new goods as they arrive “to make sure we’re getting in this shipment what we did last time.”ALKALINE HYDROLYSIS
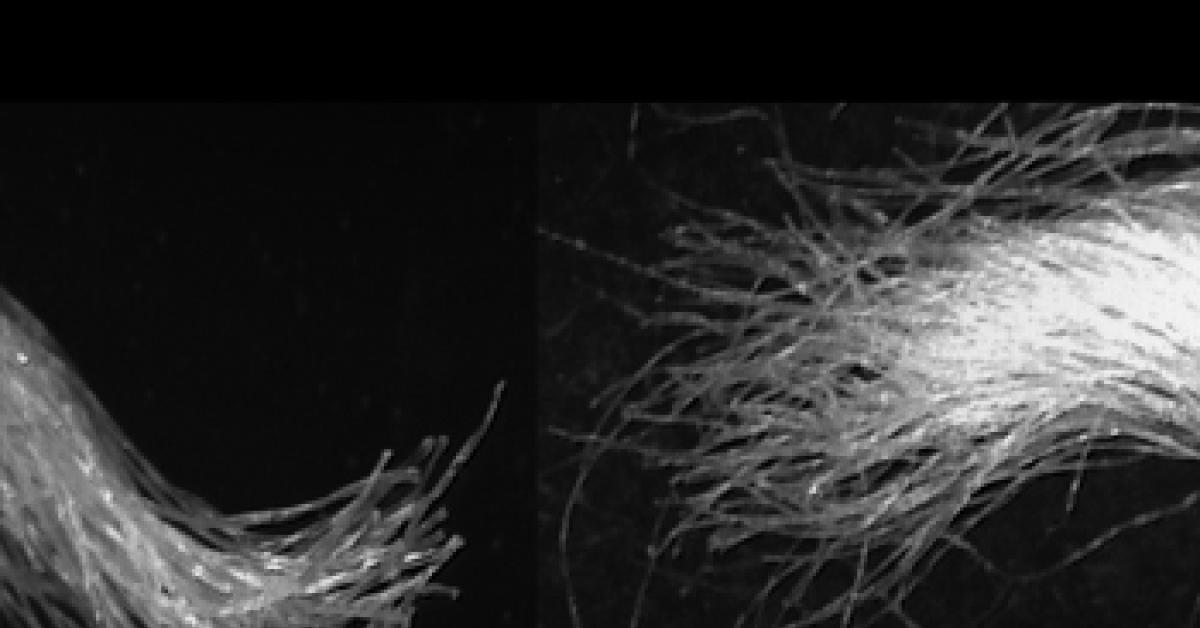
Alkaline hydrolysis causes fabric to shred in one direction (weakest) and pull apart after drying. Causes can include having too much alkali in the wash mix; improper water levels or time during rinse cycles; or improper souring during the final rinse (high pH).
The drying process turns the residue alkali into a burning agent, and the fabric loses tensile strength (its ability to resist breaking). The fabric typically shreds in the weakest direction; the spun yarn (fibers that are twisted or spun to hold them together) becomes a “razor” against the filament yarn (continuous strands of fiber).
Increased linting on polyester fabric is a sign of alkaline hydrolysis, Menaker says.SHRINKAGE
By this, Menaker means excessive shrinkage of a textile beyond accepted standards. Causes can be poor textile quality (fiber quality or finishing such as cotton mercerizing, etc.); heat from dryer or steam tunnel; high water or steam temperatures; or heat from pressing equipment.
The industry standard for 100% polyester, which Menaker described as a “very stable fiber,” is 2-3%. “As long as you do not mess with its set-point temperature, which is 350 to 375 [F].
“Above that point, all bets are off, and this stuff melts. It goes wherever you stretch it, wherever the forces of your equipment will take it.”
In 100% cotton products, shrinkage that exceeds 20% is too much, Menaker says.
Blended/woven garments typically shrink in one direction (warp vs. weft/fill), while knit garments typically shrink in the warp direction and relax in the weft direction, he says. Flat goods typically shrink in both directions.REDEPOSITION
This occurs when soil shifts from one textile to another, or deposits again on the same textile during the wash process. The textile appears gray, or the color of the original dye or soil.
This can be attributed to a bad textile (poly scraps in cotton toweling, for example); improper chemical mix, amount and/or timing; improper water levels, water temperature and flushing (extremely hot water with a cool rinse); dye or ink floating from one part of the load and redepositing onto other textiles (such as dye from emblems or trim); heavy soil redepositing onto clean goods (poor soil sorting); high heat from presses or heat sealers (traps ink, thread dye or soil and redeposits it onto next garment); or lint from one textile being left on another (particles).
Polyester acts as a magnet for particle redeposition, Menaker says.BLEACH DAMAGE
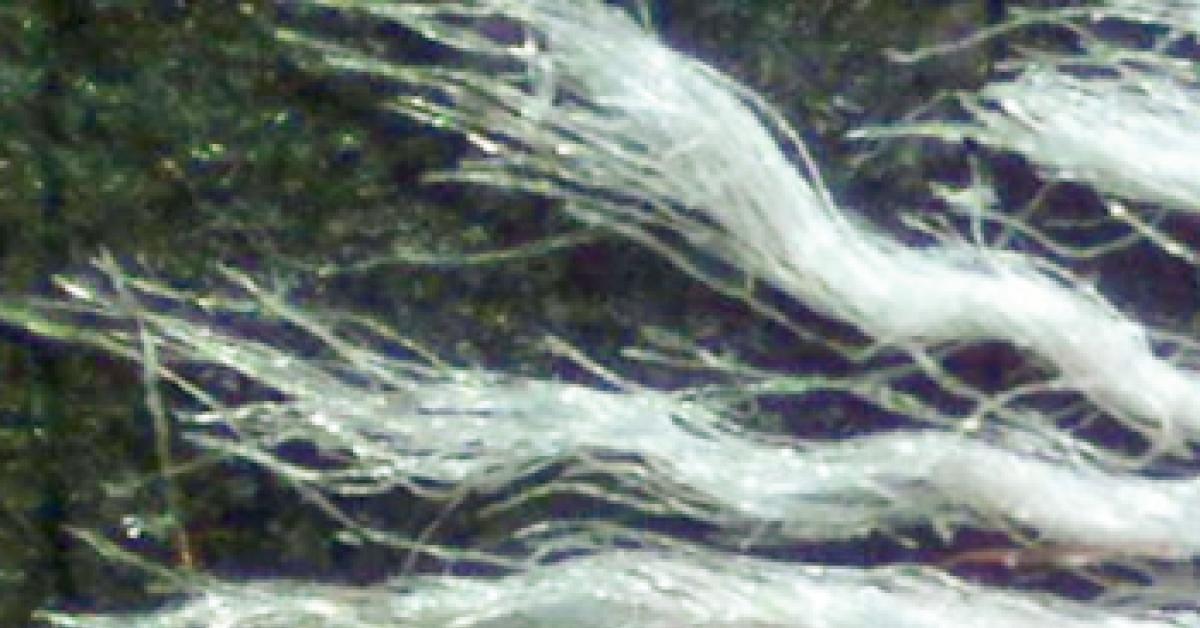
Fibers within a textile can be weakened or destroyed by over-bleaching, according to Menaker. A textile in this condition is lighter in weight and can shred or be pulled apart with little pressure.
Bleach damage can occur by over-processing a pre-bleached fabric. Greige goods are unfinished fabrics just removed from a knitting machine or loom. As part of the finishing process, the manufacturer bleaches them. “If it comes to you after being overseas in a container, sitting there with too much chlorine, and then you wash it … you’ve got a problem and stuff can start shredding immediately.”
Other causes may be improper bleaching (amount, time or temperature); improper flushing after bleach (water levels, time); and improper antichlor usage (omission, water levels/dilution, or time).
Menaker says bleach damage can be avoided by using hydrogen peroxide instead of chlorine.PLACKET CREASING
This is creasing along and across the center placket of a shirt. The crease appears to have been set by pressing, Menaker says.
A chief cause is improper gear ratio in the wash wheel, causing “wrapping” of the textiles being processed. If the wash cylinder doesn’t change direction, wrapping can occur.
“It will literally cause a bedsheet to turn into a rope,” Menaker says of the washer operation. “It will twist around and around and cause a crease that you’ll never get out.”
To prevent this, the wash cylinder should alternate direction, there should be a long “sit” between reverses, and the textiles should “drop” upon reaching the 12 o’clock position in the cylinder, he says.Photos of textile damage courtesy of Sam Garafalo, Technical Consulting, 888-579-0926, www.technicalconsulting.com.Check back Thursday for Part 2!

Have a question or comment? E-mail our editor Matt Poe at [email protected].